Plastik işlemede, ekstruder veya enjeksiyonlu kalıplama makinesi ön plana çıkar. Büyük, pahalı ve erimiş polimerin nihai ürünlere dönüştürülmesinden gözle görülür şekilde sorumludur. Ancak deneyimli üretim yöneticileri farklı bir gerçeği biliyor:plastik yardımcı makineBirincil makineyi çevreleyen kurutucular, yükleyiciler, konveyörler, karıştırıcılar ve granülatörler gibi ekipmanlar genellikle çıktının spesifikasyonları karşılayıp karşılamadığını veya hurda kutusuna düşüp düşmediğini belirler. Mükemmel şekilde kalibre edilmiş parametreler çalıştıran bir ana ekstruder, ıslak reçineyi, tutarsız beslemeyi veya kirlenmiş yeniden öğütmeyi telafi edemez.
Dönemplastik yardımcı makineplastik işleme sürecinde kullanılan, birincil işleme ekipmanının ötesinde kullanılan tüm ekipmanı (enjeksiyon kalıplama makineleri, ekstrüderler, şişirme kalıplama makineleri ve benzeri ana makineler) ifade eder. Bu yardımcı cihazlar, üretim sürecini etkinleştiren, geliştiren veya tamamlayan belirli işlevleri yerine getirir.
Birincil makine plastiğe şekil verirken,plastik yardımcı makineekipman kritik destekleyici rolleri üstlenir:
Uygun şekilde belirtilmeden ve bakımı yapılmadanplastik yardımcı makineEn gelişmiş ekstruder bile tutarsız çıktı üretir. Bunun tersine, iyi yapılandırılmış yardımcı sistemler, birincil makine performansındaki küçük değişiklikleri telafi ederek vardiyalar ve üretim çalışmaları boyunca ürün kalitesini koruyabilir.
The plastik yardımcı makineailesi, her biri farklı bir işleve hizmet eden çok sayıda ekipman türünü içerir. Longchangjie'nin portföyü bu gereksinimlerin tamamını karşılamaktadır.
Pek çok mühendislik plastiği (naylon, PET, polikarbonat, ABS) higroskopiktir ve ortamdaki nemi emerek erime sırasında polimer zincirini hidrolize eder, bu da yayılmaya, kabarcıklara ve mekanik özelliklerin azalmasına neden olur.
Bu kategorideki yardımcı ekipmanlar şunları içerir:
Uygun boyutta birplastik yardımcı makinekurutucu, reçinenin ekstruder vidasına nem içeriğinin üreticinin belirttiği sınırın altında (birçok mühendislik sınıfı için genellikle %0,02'nin altında) olacak şekilde girmesini sağlar.
Plastik peletlerin manuel olarak yüklenmesi yoğun emek gerektirir, tutarsızdır ve malzemeyi kirlenmeye maruz bırakır. Otomatik taşıma sistemleri, sektörün temel segmentini oluşturur.plastik yardımcı makinepazar.
Ortak yapılandırmalar şunları içerir:
Tutarlı besleme, ekstruder çıkış stabilitesini doğrudan etkiler. Aplastik yardımcı makineReçineyi eşit olmayan bir hızda dağıtan yükleyici, dalgalanmaya, boyutsal değişime ve hurdaya neden olur.
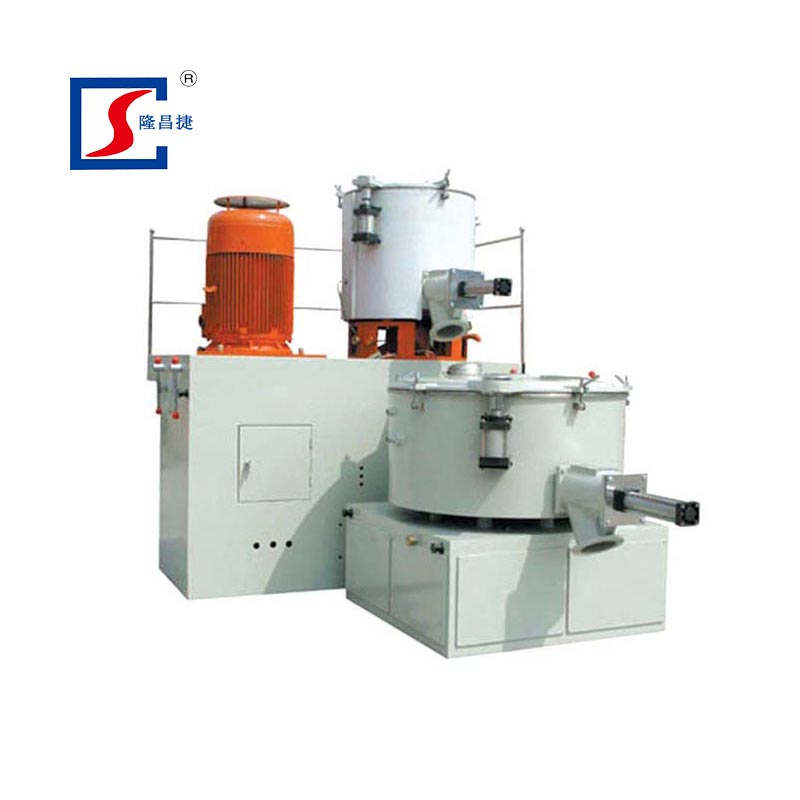
Çok bileşenli formülasyonlar (işlenmemiş reçine artı renkli masterbatch, katkı paketleri veya yeniden öğütme) hassas oranlama gerektirir. Harmanlama ekipmanları basit hacimsel ünitelerden gravimetrik toplu karıştırıcılara kadar çeşitlilik gösterir.
Temel harmanlama yardımcıları şunları içerir:
Renk açısından kritik uygulamalar için doğruplastik yardımcı makineblender, yeniden işleme veya imha gerektirecek gölge dışı üretimi önler.
Kenar kesimi, reddedilen parçalar ve başlangıç hurdası, atılmak yerine yeniden yakalanması gereken malzeme değerini temsil eder. Granülatörler ve öğütücüler, hurdayı kontrollü yüzdelerde yeniden kullanıma uygun yeniden öğütmeye dönüştürür.
Yardımcı boyut küçültme ekipmanı şunları içerir:
İyi entegreplastik yardımcı makinegranülasyon sistemi, birçok ekstrüzyon ve kalıplama operasyonunda hammadde maliyetlerini %15–25 oranında azaltır.
Hassas sıcaklık yönetimi ekstruder haznesinin ötesine uzanır. Kalıplar, kalender silindirleri ve aşağı yöndeki soğutma banyolarının tümü sabit termal koşullar gerektirir.
Sıcaklık kontrol yardımcıları şunları içerir:
Sac veya profil ekstrüzyonunda,plastik yardımcı makineısıyı çok hızlı veya çok yavaş uzaklaştıran soğutma bölümü nihai ürünün boyutlarını bozar.
Longchangjie, operasyonlarında 7S site yönetimi standartlarını uyguladı. Yalın üretim metodolojisinden yola çıkan 7S çerçevesi, işyeri organizasyonu ve süreç disiplinini ele alır:
| Adım | Japonca Terimi | Anlam |
|---|---|---|
| 1 | Seiri | Sırala – gerekli öğeleri gereksiz öğelerden ayırın |
| 2 | Seiton | Sırayla ayarlayın – öğeleri verimli erişim için düzenleyin |
| 3 | Seiso | Parlatın – çalışma alanını düzenli olarak temizleyin |
| 4 | Seiketsu | Standartlaştırın – tutarlı prosedürler oluşturun |
| 5 | Shitsuke | Sürdürülebilir – eğitim yoluyla disiplini koruyun |
| 6 | Emniyet | Tehlike önlemeyi tüm süreçlere entegre edin |
| 7 | Ruh/Takım Çalışması | Çalışan katılımını ve sürekli iyileştirmeyi teşvik edin |
bir içinplastik yardımcı makineÜretici açısından 7S uygulaması ürün kalitesini doğrudan etkiliyor. Organize bir fabrika daha az montaj hatası üretir. Temiz bir çalışma alanı, plastik reçineyle çalışacak makine bileşenlerindeki kirlenme riskini azaltır. Standartlaştırılmış prosedürler vardiyalar ve operatörler arasında tutarlılık sağlar.
Tedarik yöneticileri genellikle bütçeyi öncelikli olarak birincil ekstrüdere veya enjeksiyon kalıplama makinesine ayırır, ardından daha düşük maliyet ararlar.plastik yardımcı makinetedarikçilerin kalan satır öğelerinden tasarruf etmesini sağlayın. Bu mantık üç nedenden dolayı hatalıdır.
Birincil ekstruder arızası nadirdir ve genellikle öncesinde uyarı işaretleri (taşıma gürültüsü, sıcaklık kayması, basınç dalgalanmaları) görülür. Aplastik yardımcı makinebaşarısızlık genellikle ani olur. Granülatör sıkışması, kurutucu ısıtma elemanı arızası veya yükleyici vakum pompasının durması tüm hattın anında çökmesine neden olur. Yardımcı ekipman için arızalar arasındaki ortalama süre (MTBF), genel hat kullanılabilirliğini doğrudan belirler.
Ekstruder vida tasarımı ve namlu sıcaklık kontrolü eriyik kalitesini belirler. Ancakplastik yardımcı makineişlevler (kurutma, besleme, karıştırma, soğutma) tutarlılığı belirler. %0,02 yerine %0,05 artık nem bırakan bir kurutucu, operasyonel açıdan "çalışıyor" olabilir, ancak ortaya çıkan üründe yüzey kusurları veya azalmış mekanik özellikler görülecektir.
Birden fazla karıştırma ekipmanıplastik yardımcı makineTedarikçiler entegrasyon zorlukları yaratıyor. Kurutucular, yükleyiciler ve merkezi kontrol sistemleri arasındaki iletişim protokolleri uyumsuz olabilir. Hazne bağlantıları, boşaltma olukları, montaj braketleri gibi fiziksel arayüzler adaptörler veya modifikasyonlar gerektirir. Yardımcı ekipmanların Longchangjie gibi tek bir tedarikçiden temin edilmesi, sistem entegrasyonunu basitleştirir ve performans için tek noktadan sorumluluk sağlar.
LongchangjieTeknik stratejisi iki paralel yolu birleştiriyor: yerli bilimsel araştırma kurumlarıyla işbirliği ve uluslararası profesyonel teknolojinin özümsenmesi.
Yurtiçi işbirliğiyerel malzeme özellikleri, bölgesel işleme koşulları ve Çin üretim ortamlarının özel gereksinimleri hakkında bilgi sağlar. Araştırma kurumları, bireysel makine üreticilerinin kendi bünyesinde ekonomik olarak sürdüremeyeceği polimer bilimi uzmanlığına ve test yeteneklerine erişim sağlar.
Uluslararası teknoloji emilimiAvrupa, Japon ve Kuzey Amerika yardımcı ekipman tasarımlarının incelenmesini içerir;plastik yardımcı makineKalkınma, tarihsel olarak küresel inovasyona öncülük etmiştir. Longchangjie, bu tasarımları yerel üretim koşullarına kopyalamak yerine uyarlayarak erişilebilir fiyat noktalarında rekabetçi performans elde etmeyi hedefliyor.
Belirtilen hedef - "yüksek kalite, yüksek verimlilik ve yüksek çevre koruma" - modern plastik işleyicilerinin karşı karşıya olduğu üç baskıyı yansıtıyor: ürün tutarlılığı konusunda artan müşteri beklentileri, üretim verimliliği gerektiren marj baskısı ve enerji tüketimi ve emisyonların azaltılmasına yönelik düzenleyici talepler.